MAG-hitsauksen perusteet (CO2-kaarihitsaus)
1. CO2-Kaarihitsauksessa
CO2-kaarihitsauksessa Kelaan pujotettu hitsauslanka syötetään hitsauspolttimeen syöttömoottorilla automaattisesti. Kytkentäkärjen läpi sähköistetystä hitsauslangasta tulee elektrodi, joka iskee kaaren itsensä ja perusmetallin väliin. Kaarilämpö sulattaa langan ja perusmetallin yhdistäen kaksi epäjaloa metallikappaletta. Tässä tapauksessa, jotta hitsausmetalli ei vaikuta hapen ja typen ilmakehässä, CO2-kaasua syötetään suuttimesta hitsauspoltin suojaamaan hitsausallas. Sen kaavamainen on esitetty alla.
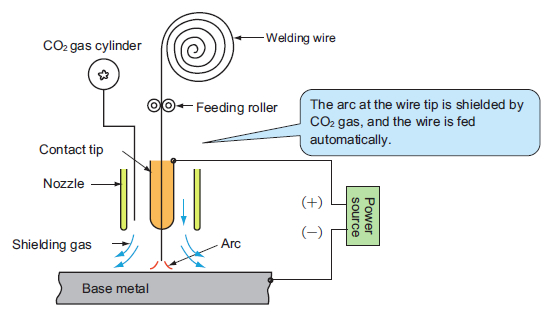
Kuva. 1 kaaviokuva puoliautomaattisesta CO2-kaarihitsauksesta
2. Periaatteet
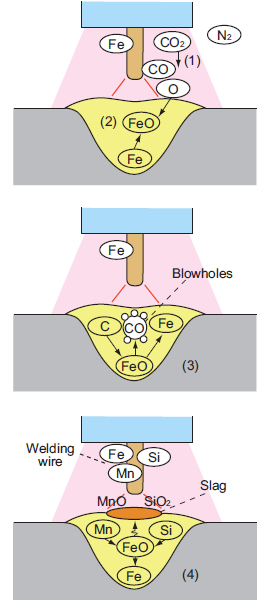
rauta haurastuu, kun se yhdistyy typpeen, jota on paljon ilmakehässä. CO2-kaasua käytetäänkin usein suojaamaan hitsausallas ilmakehältä. CO2-kaasu voidaan hajottaa erittäin korkean lämpötilan kaarilämmöllä CO: ksi ja O: ksi kaaren lähellä.
![]()
hajoava O yhdistyy sulan raudan kanssa muodostaen FeO: n.
![]()
peräkkäin teräksen sisältämä C on helpompi yhdistää O: n kanssa kuin Fe riistää O: sta CO-kaasun, joka on sopiva jättää hitsausmetalliin puhallusreikien muodostamiseksi. Hitsausmetallia, joka sisältää puhallusreiät, ei voida pitää äänenä.
![]()
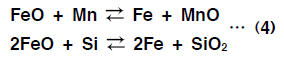
äänen parantamiseksi käytetään hitsauslankaa, joka sisältää si: n ja Mn: n, joilla on voimakkaampi affiniteetti O: n kanssa ; tässä tapauksessa O FeO ei yhdisty C: n vaan Si: n ja Mn: n kanssa ja kelluu hitsausaltaan pinnalla muodostaen SiO2: n ja MnO: n kuonaa. Vaikka kuonaa muodostuu, hitsausmetallista tulee ääntä ilman puhallusreikiä.
hitsauslankaan lisätään si: n ja MN: n lisäksi useita muita kemiallisia elementtejä, jotta hitsausmetallilla on vaadittu lujuus, iskunkestävyys, korroosionkestävyys ja muut ominaisuudet.
3. Ominaisuudet
verrattuna suojattuun metallikaarihitsaukseen CO2-kaarihitsauksella on seuraavat edut ja haitat.
(1) edut
① koska langan halkaisija on pieni, hitsausvirran tiheys on korkea ja siten laskeumanopeus on suuri. ② Hyvä kaaren keskittyminen tajuaa syvän tunkeutumisen. ③ Laskeuman tehokkuus on korkea ja kuonan muodostuminen on vähän, mikä tekee tarpeettomaksi poistaa kuona jokaisen syötön jälkeen. ④ Kaaren generointinopeus on korkea, mikä alentaa hitsauskustannuksia ja tekee prosessista taloudellisemman. ⑤ Vety hitsausmetallissa on alhainen, mikä edistää hyvää halkeamiskestävyyttä ja mekaanisia ominaisuuksia.
(2) haitat
① Windbreak-näyttö tarvitaan suurta tuulta vastaan nopeudella 2m / s. tai korkeampi. ② Vaikka pitkä putki kaapeli käytetään, hitsaajan liikkuva alue on rajoitettu. ③ Virtalähteen hinta on korkea.

jos verrataan tällaisia etuja ja haittoja suojatun metallikaarihitsausprosessin etuihin ja haittoihin, on ilmeistä, että CO2-kaarihitsaus tarjoaa paremman hyötysuhteen, alhaisemmat hitsauskustannukset ja paremman taloudellisuuden. Tällaiset edulliset vaikutukset voidaan maksimoida automaattisessa hitsauksessa, erityisesti robottihitsauksessa.
Sivun Alkuun