MAG hegesztés alapjai (CO2 ívhegesztés)
1. CO2 ívhegesztés
CO2 ívhegesztésnél a tekercsben feltekercselt hegesztőhuzalt az adagolómotor automatikusan betáplálja a hegesztőpisztolyba. Az érintkezőcsúcson keresztül villamosított hegesztőhuzal lesz az elektróda, amely ívet üt maga és az alapfém között. Az ívhő megolvasztja a huzalt és a nem nemesfémet, hogy két darab nemesfémhez csatlakozzon. Ebben az esetben, annak érdekében, hogy a hegesztési fém nem befolyásolja az oxigén és a nitrogén a légkörben, CO2 gáz kerül a fúvóka a hegesztőpisztoly, hogy megvédje a hegesztési medence. A vázlata az alábbiakban látható.
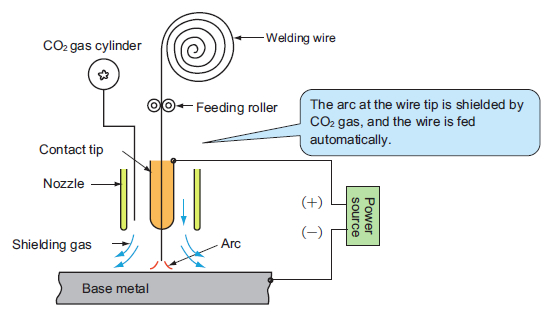
ábra. 1 félautomata CO2 ívhegesztés sematikus rajza
2. Alapelvek
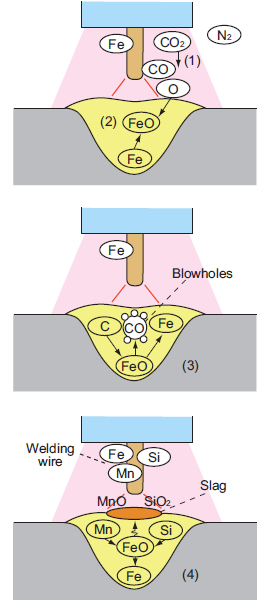
a vas törékennyé válik, amikor a légkörben sok nitrogénnel kombinálódik. CO2 gáz, ezért gyakran használják, hogy megvédje a hegesztési medence a légkörből. A CO2 gáz az ultra−magas hőmérsékletű ívhővel Co-ba és O-ba bomlik az ív közelében.
![]()
a lebomlott O olvadt vassal kombinálva FeO-t képez.
![]()
egymás után az acélban lévő C könnyebben kombinálható O-val, mint a Fe megfosztja O-t a FeO-tól CO gáz előállításához, amely alkalmas arra, hogy a hegesztési fémben maradjon, hogy fúvólyukakat képezzen. A hegesztési fém, amely lyukakkal rendelkezik, nem tekinthető hangnak.
![]()
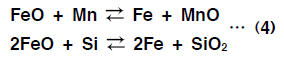
a szilárdság javítása érdekében olyan hegesztőhuzalt használnak, amely Si-t és Mn-t tartalmaz, amelyek erősebb affinitással rendelkeznek az O-val ; ebben az esetben az O A FeO-ban nem a C-vel, hanem az Si-vel és az mn-vel kombinálódik, és felúszik a hegesztési medence felületén, hogy SiO2 és MnO salakot képezzen. Bár salak képződik, a hegesztési fém fúvólyukak nélkül hangossá válik.
az Si és az Mn mellett, amelyek megakadályozzák a fúvásokat, különféle egyéb kémiai elemeket adnak a hegesztőhuzalhoz annak érdekében, hogy a hegesztett fém rendelkezzen a szükséges szilárdsággal, ütésállósággal, korrózióállósággal és egyéb tulajdonságokkal.
3. Jellemzők
az árnyékolt fém ívhegesztéshez képest a CO2 ívhegesztésnek a következő előnyei és hátrányai vannak.
(1) előnyök
① mivel a huzal átmérője kicsi, a hegesztőáram sűrűsége magas, így a lerakódási sebesség nagy. ② Az ív jó koncentrációja mély behatolást valósít meg. ③ A lerakódás hatékonysága magas, a salak képződése pedig kevés, ami szükségtelenné teszi a salak eltávolítását minden egyes lépés után. ④ Az ívgenerációs sebesség magas, ezáltal csökkentve a hegesztési költségeket és gazdaságosabbá téve a folyamatot. ④ Hidrogén a hegesztési fém alacsony, ami hozzájárul a jó repedés ellenállás és mechanikai tulajdonságok.
(2) hátrányok
① szélvédő képernyőre van szükség nagy szél ellen, 2 m/sec sebességgel. vagy magasabb. ② Még ha hosszú vezetékkábelt is használnak, a hegesztő mozgatható területe korlátozott. ③ Az áramforrás ára magas.

ha összehasonlítja az ilyen előnyöket és hátrányokat az árnyékolt fém ívhegesztési eljárással, nyilvánvaló, hogy a CO2 ívhegesztés nagyobb hatékonyságot, alacsonyabb hegesztési költségeket és jobb gazdaságosságot kínál. Az ilyen előnyös hatások maximalizálhatók az automatikus hegesztésben, különösen a robothegesztésben.
Oldal Tetejére