Grundlagen des MAG-Schweißens (CO2-Lichtbogenschweißen)
1. CO2-Lichtbogenschweißen
Beim CO2-Lichtbogenschweißen wird der in der Spule gewickelte Schweißdraht vom Vorschubmotor automatisch in den Schweißbrenner eingespeist. Der Schweißdraht, der durch die Kontaktspitze elektrifiziert wird, wird zur Elektrode, um einen Lichtbogen zwischen sich und dem unedlen Metall zu schlagen. Die Bogenwärme schmilzt den Draht und das unedle Metall, um zwei unedle Metallstücke zu verbinden. In diesem Fall wird CO2-Gas aus der Düse des Schweißbrenners zugeführt, um das Schweißbad abzuschirmen, damit das Schweißgut nicht durch Sauerstoff und Stickstoff in der Atmosphäre beeinträchtigt wird. Sein Schema ist unten gezeigt.
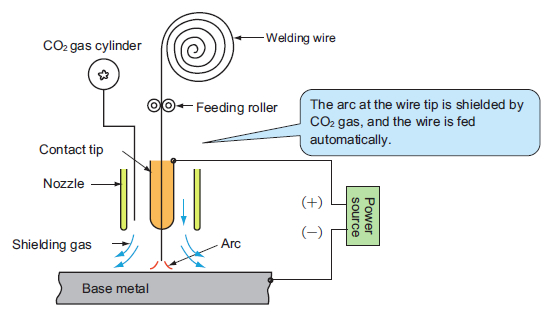
Abb. 1 Schematische Darstellung des halbautomatischen CO2-Lichtbogenschweißens
2. Prinzipien
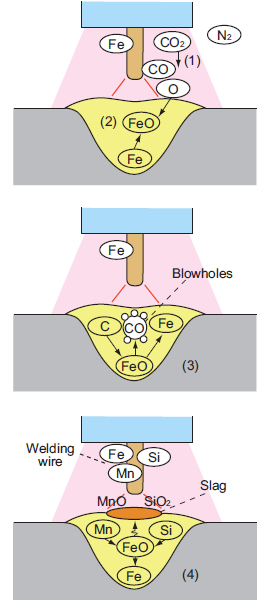
Eisen wird brüchig, wenn es sich mit Stickstoff verbindet, der viel in der Atmosphäre vorhanden ist. CO2-Gas wird daher häufig verwendet, um das Schweißbad von der Atmosphäre abzuschirmen. CO2 gas kann zerlegt werden durch die ultra−hohe temperatur arc wärme in CO und O in der nähe der arc.
![]()
Das zersetzte O verbindet sich mit geschmolzenem Eisen zu FeO.
![]()
Sequentiell lässt sich C, das in Stahl enthalten ist, leichter mit O kombinieren, als Fe O FeO entzieht, um CO-Gas zu erzeugen, das im Schweißgut verbleiben kann, um Blaslöcher zu bilden. Ein Schweißgut, das Blaslöcher enthält, kann nicht als gesund angesehen werden.
![]()
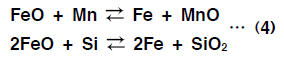
Zur Verbesserung der Festigkeit wird ein Schweißdraht verwendet, der Si und Mn enthält, die eine stärkere Affinität zu O haben ; In diesem Fall verbindet sich O in FeO nicht mit C, sondern mit Si und Mn und schwimmt auf der Oberfläche des Schweißbades zu Schlacke von SiO2 und MnO. Obwohl Schlacke gebildet wird, wird das Schweißgut ohne Blaslöcher gesund.
Neben Si und Mn, die Lunkerstellen verhindern, werden dem Schweißdraht verschiedene andere chemische Elemente zugesetzt, um dem Schweißgut die erforderliche Festigkeit, Schlagzähigkeit, Korrosionsbeständigkeit und andere Eigenschaften zu verleihen.
3. Eigenschaften
Im Vergleich zum Schutzmetall-Lichtbogenschweißen hat das CO2-Lichtbogenschweißen die folgenden Vor- und Nachteile.
(1) Vorteile
① Da der Durchmesser des Drahtes klein ist, ist die Schweißstromdichte hoch und somit ist die Abscheidungsrate groß. ② Gute Konzentration des Bogens verwirklicht tiefes Durchdringen. ③ Die Absetzungs-Leistungsfähigkeit ist hoch und Bildung der Schlacke ist wenig, die es unnötig macht, Schlacke nach jedem Durchlauf zu entfernen. ④ Die Lichtbogenerzeugungsrate ist hoch, wodurch die Schweißkosten gesenkt und der Prozess wirtschaftlicher wird. ⑤ Wasserstoff im Schweißgut ist gering, was zu einer guten Rissbeständigkeit und mechanischen Eigenschaften beiträgt.
(2) Nachteile
① Windschutz bildschirm ist benötigt gegen hohe wind bei einer geschwindigkeit von 2 m/sec. oder höher. ② Selbst wenn ein langes Leitungskabel benutzt wird, ist der bewegliche Bereich des Schweißers begrenzt. ③ Der Preis der Stromquelle ist hoch.

Vergleicht man diese Vor- und Nachteile mit denen des Schutzmetall-Lichtbogenschweißverfahrens, so zeigt sich, dass das CO2-Lichtbogenschweißen einen höheren Wirkungsgrad, geringere Schweißkosten und eine bessere Wirtschaftlichkeit bietet. Solche vorteilhaften Wirkungen können beim automatischen Schweißen, insbesondere beim Roboterschweißen, maximiert werden.
Seitenanfang