MAG溶接の基礎(CO2アーク溶接)
1. CO2アーク溶接
CO2アーク溶接では、コイルに巻かれた溶接ワイヤが給電モーターによって溶接トーチに自動的に供給されます。 接触の先端を通って電化される溶接ワイヤはそれ自身と母材間のアークを打つために電極になります。 アーク熱はワイヤーおよび母材を母材の2部分を結合するために溶かします。 この場合、溶接金属が大気中の酸素および窒素の影響を受けないように、溶接トーチのノズルからCO2ガスが供給され、溶接プールを遮蔽する。 その回路図を以下に示します。
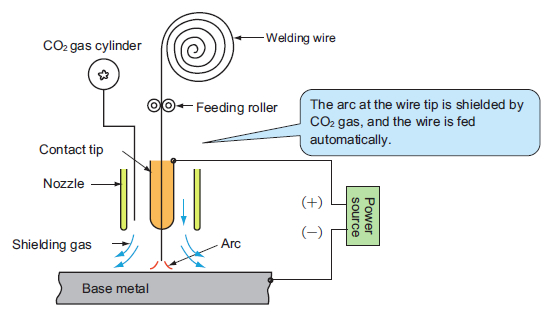
図。 図1半自動CO2アーク溶接の概略図
2. 原理
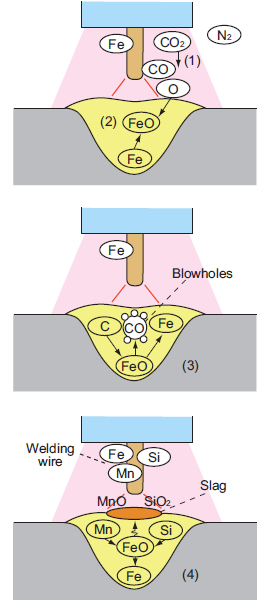
鉄は大気中に多く存在する窒素と結合すると脆くなる。 従って二酸化炭素のガスは頻繁に使用されます大気からの溶接プールを保護するために。 CO2ガスは、超高温アーク熱によってアーク付近のCOとOに分解することができます。
![]()
分解されたOは溶融鉄と結合してFeOを形成する。
![]()
連続的に、鋼に含まれるCは、FeがFeOからOを奪うよりもOと結合しやすく、COガスを生成し、溶接金属に残ってブローホールを形成しやすい。 ブローホールを含む溶接金属は、健全であるとはみなされません。
![]()
健全性を向上させるために、Oとの親和性がより強いSiとMnを含む溶接ワイヤを使用し、この場合、FeO中のOはCではなくSiとMnと結合し、溶接プールの表面に浮上してSio2とMnOのスラグを形成する。 スラグが形成されるが,溶接金属はブローホールなしで健全になる。
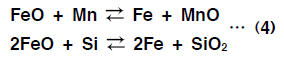
ブローホールを防止するSiおよびMnのほかに、溶接金属が要求される強度、衝撃靭性、耐食性および他の特性を有するようにするために、他の様々な化学元素が溶接ワイヤに添加される。
3. 特長
シールドメタルアーク溶接と比較して、CO2アーク溶接には以下の長所と短所があります。
(1)利点
①ワイヤーの直径が小さいので、溶接電流密度は高く、こうして沈殿速度は大きいです。 アークの♦のよい集中は深い浸透を実現します。 ♦は沈殿効率高く、各パスの後でスラグを取除くことを不必要にさせるスラグの形成は少しです。 ①アーク発生率が高く、溶接コストが低下し、プロセスがより経済的になります。 ②溶接金属中の水素は低く、良好な耐亀裂性および機械的特性に寄与する。
(2) 短所
①風速2m/秒以上の強風に対して防風スクリーンが必要です。 ②長い導管ケーブルを使用しても、溶接機の可動面積は限られています。 ①電源の価格が高い。

このような長所と短所をシールド金属アーク溶接プロセスの長所と短所と比較すると、CO2アーク溶接はより高い効率、より低い溶接コス このような有利な効果は、自動溶接、特にロボット溶接において最大化することができる。
ページトップへ