grunderna för MAG-svetsning (CO2 bågsvetsning)
1. CO2 bågsvetsning
vid CO2 bågsvetsning matas svetstråden lindad i spolen automatiskt in i svetsbrännaren av matningsmotorn. Svetstråden som elektrifieras genom kontaktspetsen blir elektroden för att slå en båge mellan sig själv och basmetallen. Bågvärmen smälter tråden och basmetallen för att sammanfoga två bitar av basmetall. I detta fall, för att svetsmetallen inte kommer att påverkas av syre och kväve i atmosfären, levereras CO2-gas från svetsbrännans munstycke för att skydda svetsbassängen. Dess schematiska visas nedan.
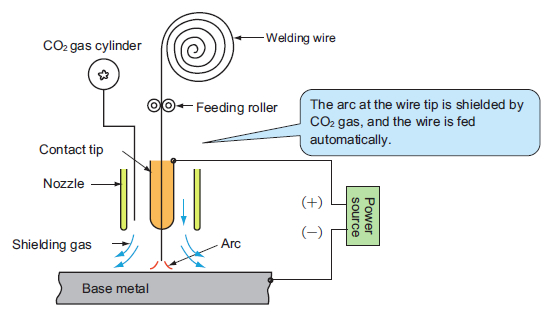
Fig. 1 schematiskt diagram över halvautomatisk CO2 bågsvetsning
2. Principer
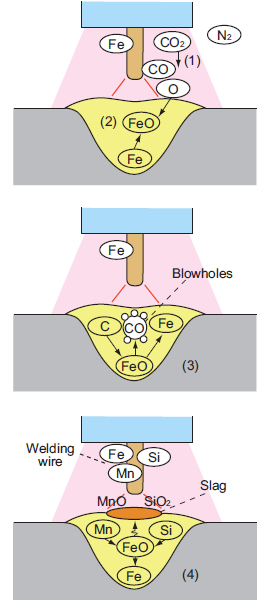
järn blir sprött när det kombineras med kväve som finns mycket i atmosfären. CO2-gas används därför ofta för att skydda svetsbassängen från atmosfären. CO2-gas kan sönderdelas av den ultrahöga temperaturbågvärmen till CO och O nära bågen.
![]()
den sönderdelade O kombineras med smält järn för att bilda FeO.
![]()
sekventiellt är C som finns i stål lättare att kombinera med O än Fe berövar O från FeO för att generera CO-gas, vilket är lämpligt att lämna i svetsmetallen för att bilda blåshål. En svetsmetall som innehåller blåshål kan inte anses vara ljud.
![]()
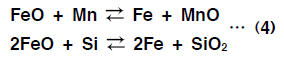
för att förbättra sundheten används en svetstråd som innehåller Si och Mn som har starkare affinitet med O ; i detta fall kombinerar O i FeO inte med C utan med Si och Mn och flyter upp på svetsbassängens yta för att bilda slagg av SiO2 och MnO. Även om slagg bildas blir svetsmetallen ljud utan blåshål.
förutom Si och Mn som förhindrar blåshål läggs olika andra kemiska element till svetstråden för att låta svetsmetallen ha önskad styrka, slaghållfasthet, korrosionsbeständighet och andra egenskaper.
3. Funktioner
jämfört med skärmad metall bågsvetsning, CO2 bågsvetsning har följande fördelar och nackdelar.
(1) Fördelar
① eftersom trådens diameter är liten är svetsströmtätheten hög och därmed är avsättningshastigheten stor. ② Bra koncentration av bågen realiserar djup penetration. ③ Deponeringseffektiviteten är hög och bildandet av slagg är liten, vilket gör det onödigt att ta bort slagg efter varje pass. ④ Båggenereringshastigheten är hög, vilket sänker svetskostnaden och gör processen mer ekonomisk. ② Väte i svetsmetallen är låg, vilket bidrar till god sprickbeständighet och mekaniska egenskaper.
(2) nackdelar
① vindskydd skärm behövs mot hög vind med en hastighet av 2m / sek. eller högre. ② Även om en lång ledningskabel används är svetsarens rörliga område begränsat. ③ Priset på strömkällan är hög.

om du jämför sådana fördelar och nackdelar med den skärmade metallbågsvetsprocessen är det uppenbart att CO2 bågsvetsning erbjuder högre effektivitet, lägre svetskostnader och bättre ekonomi. Sådana fördelaktigaeffekter kan maximeras vid automatisk svetsning, särskilt vid robotsvetsning.
Sidans Topp