podstawy spawania MAG (spawanie łukowe CO2)
1. Spawanie łukowe CO2
w spawaniu łukowym CO2 drut spawalniczy nawinięty w cewce jest automatycznie podawany do palnika spawalniczego przez silnik zasilający. Drut spawalniczy, który jest naelektryzowany przez końcówkę stykową, staje się elektrodą uderzającą w łuk między sobą a metalem nieszlachetnym. Ciepło łuku topi drut i metal nieszlachetny, aby połączyć dwa kawałki metalu nieszlachetnego. W takim przypadku, aby tlen i azot w atmosferze nie wpływały na metal spawalniczy, gaz CO2 jest dostarczany z dyszy palnika spawalniczego w celu osłony zbiornika spawalniczego. Jego schemat przedstawiono poniżej.
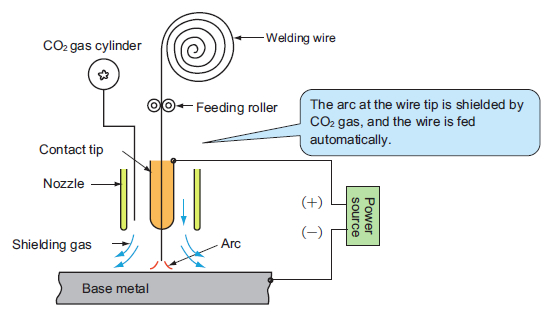
rys. 1 Schemat półautomatycznego spawania łukowego CO2
2. Zasady
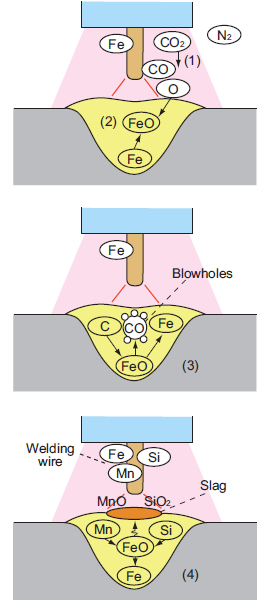
żelazo staje się kruche, gdy łączy się z azotem, który istnieje w dużej mierze w atmosferze. Dlatego gaz CO2 jest często używany do osłony basenu spawalniczego przed atmosferą. Gaz CO2 może być rozkładany przez ciepło łuku o bardzo wysokiej temperaturze na CO I O w pobliżu Łuku.
![]()
rozkładany O łączy się ze stopionym żelazem tworząc FeO.
![]()
kolejno, C zawarte w stali jest łatwiejsze do połączenia z O niż Fe pozbawia o z FeO do wytworzenia Gazu CO, który jest zdolny do pozostawienia w spoinie metalu, tworząc otwory wydmuchowe. Metal spoiny, który zawiera otwory wydmuchowe, nie może być uznany za solidny.
![]()
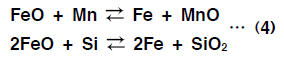
aby poprawić solidność, stosuje się drut spawalniczy zawierający Si I Mn, które mają silniejsze powinowactwo z O ; W tym przypadku O w FeO łączy się nie z C, ale z Si i Mn i unosi się na powierzchni basenu spawalniczego, tworząc żużel SiO2 i MnO. Chociaż żużel jest formowany, Metal spoiny staje się dźwiękiem bez otworów przedmuchowych.
oprócz Si i MN, które zapobiegają otworom przedmuchowym, do drutu spawalniczego dodaje się różne inne pierwiastki chemiczne, aby metal spawalniczy posiadał wymaganą wytrzymałość, udarność, odporność na korozję i inne właściwości.
3. Funkcje
w porównaniu z ekranowanym spawaniem łukowym, spawanie łukowe CO2 ma następujące zalety i wady.
(1) Zalety
As ponieważ średnica drutu jest mała, gęstość prądu spawania jest wysoka, a tym samym szybkość osadzania jest duża. ② Dobra koncentracja łuku realizuje głęboką penetrację. ③ Wydajność osadzania jest wysoka, a tworzenie się żużla jest niewielkie, co sprawia, że niepotrzebne jest usuwanie żużla po każdym przejściu. ④ Szybkość generowania łuku jest wysoka, co obniża koszty spawania i czyni proces bardziej ekonomicznym. Hydrogen Wodór w metalu spoiny jest niski, co przyczynia się do dobrej odporności na pękanie i właściwości mechanicznych.
(2) wady
① ekran Przeciwwietrzny jest potrzebny przy silnym wietrze z prędkością 2m / sek. lub wyższą. ② Nawet jeśli używany jest długi przewód, ruchoma powierzchnia spawacza jest ograniczona. ③ Cena źródła zasilania jest wysoka.

jeśli porównasz takie zalety i wady z tymi w procesie spawania łukowego w osłonie metalu, oczywiste jest, że spawanie łukowe CO2 oferuje wyższą wydajność, niższe koszty spawania i lepszą ekonomię. Takie korzyści można zmaksymalizować w spawaniu automatycznym, szczególnie w spawaniu zrobotyzowanym.
Góra Strony