Grunnleggende OM MAG-Sveising (CO2-Buesveising)
1. CO2 Buesveising
I CO2 buesveising mates sveisetråden i spolen automatisk inn i sveisebrenneren ved matemotoren. Sveisetråden som elektrifiseres gjennom kontaktspissen, blir elektroden til å slå en bue mellom seg selv og grunnmetallet. Buen varmen smelter ledningen og uedelt metall for å bli med to stykker av uedelt metall. I dette tilfellet, FOR at sveisemetallet ikke vil bli påvirket av oksygen og nitrogen i atmosfæren, TILFØRES CO2-gass FRA sveisepistolens dyse for å beskytte sveisebassenget. Skjematisk er vist nedenfor.
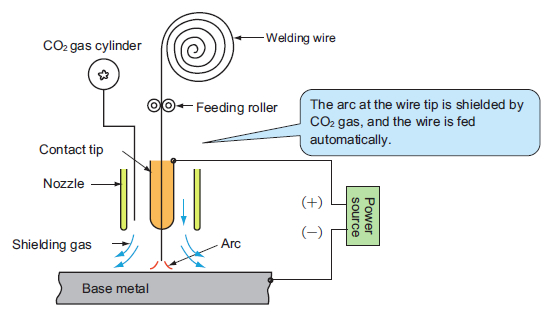
Fig. 1 Skjematisk diagram av halvautomatisk CO2 buesveising
2. Prinsipper
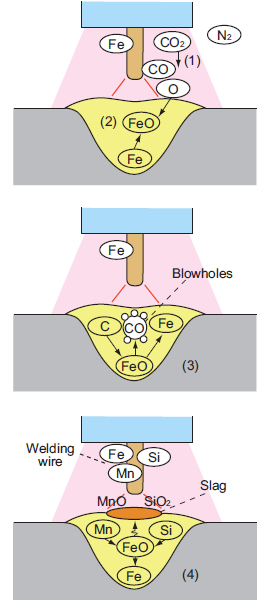
Jern blir sprøtt når Det kombineres med nitrogen som finnes mye i atmosfæren. CO2-gass brukes derfor ofte til å skjerme sveisebassenget fra atmosfæren. CO2-gass kan dekomponeres av ultrahøy temperaturbue-varmen til CO og O nær buen.
![]()
den dekomponerte O kombinerer med smeltet jern for Å danne FeO.
![]()
Sekvensielt, C som er inneholdt i stål er lettere å kombinere Med O enn Fe fratar O Fra FeO for å generere CO gass, som er egnet til venstre i sveisemetallet for å danne blåsehull. Et sveisemetall som inneholder blåsehull kan ikke anses å være lyd.
![]()
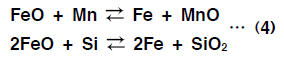
for å forbedre lyden brukes en sveisetråd som inneholder Si og Mn som har sterkere affinitet Med O ; i dette tilfellet kombinerer O I FeO ikke Med C, men Med Si og Mn og flyter opp på overflaten Av sveisebassenget for å danne slagg Av SiO2 og MnO. Selv om slagg dannes, blir sveisemetallet lyd uten blåsehull.
foruten Si og Mn som forhindrer blåsehull, tilsettes forskjellige andre kjemiske elementer til sveisetråden for å la sveisemetallet ha nødvendig styrke, slagfasthet, korrosjonsbestandighet og andre egenskaper.
3. Funksjoner
Sammenlignet med skjermet metallbuesveising HAR CO2-buesveising følgende fordeler og ulemper.
(1) Fordeler
① da diameteren av ledningen er liten, er sveisestrømtettheten høy og dermed er avsetningshastigheten stor. ② God konsentrasjon av buen realiserer dyp penetrasjon. ③ Avsetningseffektiviteten er høy og dannelse av slagg er liten, noe som gjør det unødvendig å fjerne slagg etter hvert pass. ④ Arc generasjonshastigheten er høy, og dermed senke sveisekostnadene og gjøre prosessen mer økonomisk. ⑤ Hydrogen i sveisemetallet er lavt, noe som bidrar til god sprekkmotstand og mekaniske egenskaper.
(2) Ulemper
① Vindskjerm er nødvendig mot høy vind med en hastighet på 2m / sek.eller høyere. ② Selv om en lang ledningskabel brukes, er sveiserens bevegelige område begrenset. ③ Prisen på strømkilden er høy.

hvis du sammenligner slike fordeler og ulemper med den skjermede metallbuesveiseprosessen, er DET tydelig AT CO2-buesveising gir høyere effektivitet, lavere sveisekostnader og bedre økonomi. Slike fordelaktige effekter kan maksimeres ved automatisk sveising, spesielt ved robotsveising.
Toppen Av Siden