základy svařování MAG (CO2 obloukové svařování)
1. CO2 obloukové svařování
při svařování CO2 obloukem je svařovací drát navinutý v cívce přiváděn do svařovacího hořáku podávacím motorem automaticky. Svařovací drát, který je elektrifikován přes kontaktní špičku, se stává elektrodou, která zasáhne oblouk mezi sebou a základním kovem. Obloukové teplo roztaví drát a základní kov, aby spojily dva kusy obecného kovu. V tomto případě, aby svarový kov nebyl ovlivněn kyslíkem a dusíkem v atmosféře, je plyn CO2 dodáván z trysky svařovacího hořáku, aby chránil svarovou lázeň. Jeho schéma je uvedeno níže.
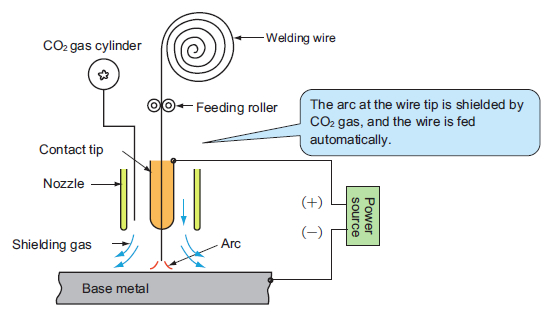
Obr. 1 Schéma poloautomatického svařování CO2 obloukem
2. Principy
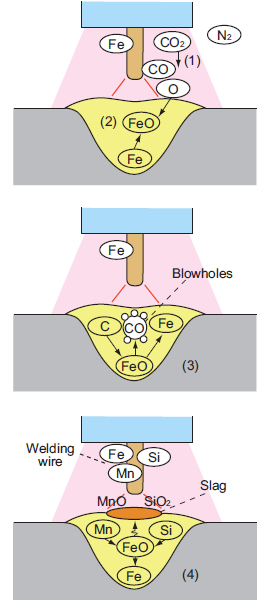
železo se stává křehkým, když se kombinuje s dusíkem, který existuje v atmosféře. Plyn CO2 se proto často používá k ochraně svarové lázně před atmosférou. Plyn CO2 může být rozložen tepelným obloukem s velmi vysokou teplotou na CO a O v blízkosti oblouku.
![]()
rozložené O se spojí s roztaveným železem za vzniku FeO.
![]()
postupně se C, který je obsažen v oceli, snáze kombinuje s O než Fe zbavuje O Z FeO za vzniku CO plynu, který je apt vlevo ve svarovém kovu za vzniku vyfukovacích otvorů. Svarový kov, který obsahuje foukací otvory, nelze považovat za zdravý.
![]()
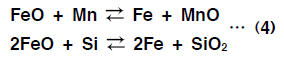
pro zlepšení spolehlivosti se používá svařovací drát, který obsahuje Si a Mn, které mají silnější afinitu k O ; v tomto případě se O v FeO nekombinuje s C, ale se Si a Mn a vznáší se na povrchu svarové lázně za vzniku strusky SiO2 a MnO. I když se vytvoří struska, svarový kov se stává zvukem bez otvorů.
Kromě Si a Mn, které zabraňují průvanu, se do svařovacího drátu přidávají různé další chemické prvky, aby svarový kov měl požadovanou pevnost, rázovou houževnatost, odolnost proti korozi a další vlastnosti.
3. Funkce
ve srovnání s obloukovým svařováním se stíněným kovem má obloukové svařování CO2 následující výhody a nevýhody.
(1) Výhody
① protože průměr drátu je malý, hustota svařovacího proudu je vysoká, a proto je rychlost depozice velká. Good dobrá koncentrace oblouku realizuje hluboké proniknutí. ③ Účinnost depozice je vysoká a tvorba strusky je malá, což znemožňuje odstranění strusky po každém průchodu. ④ Rychlost generování oblouku je vysoká, čímž se sníží náklady na svařování a proces bude hospodárnější. Hydrogen vodík ve svarovém kovu je nízký, což přispívá k dobré odolnosti proti trhlinám a mechanickým vlastnostem.
(2) nevýhody
① větrolam obrazovka je potřeba proti silnému větru při rychlosti 2m/sec. nebo vyšší. ② I když se používá dlouhý kabel, pohyblivá Plocha svářeče je omezená. ③ Cena zdroje energie je vysoká.

pokud porovnáte takové výhody a nevýhody s výhodami procesu obloukového svařování stíněným kovem, je zřejmé, že obloukové svařování CO2 nabízí vyšší účinnost, nižší náklady na svařování a lepší hospodárnost. Tyto výhodné účinky lze maximalizovat při automatickém svařování, zejména při robotickém svařování.
Začátek Stránky